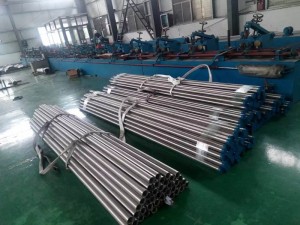
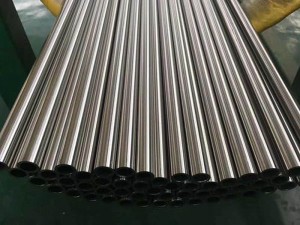
Виготовлення різноманітних прецизійних яскравих трубок

Прецизійна труба - це різновид безшовної сталевої труби з високою точністю та високою яскравістю, виробленої шляхом холодного волочіння або холодного прокатки. Його внутрішній і зовнішній діаметри можуть бути з точністю до 0,2 мм. Він не тільки забезпечує міцність на вигин і кручення, але і має невелику вагу. Тому він широко використовується у виробництві точних механічних деталей та інженерних конструкцій. Він також широко використовується у виробництві різноманітної звичайної зброї, ствола, снаряда, підшипника тощо.

Поширені матеріали: 10#, 20#, 35#, 45#, 20Cr, 40Cr, 20CrMo, 16Mn, 27SiMn, 304, 201, 310S, високоякісна вуглецева конструкційна сталь.
1. Менший зовнішній діаметр.
2. Висока точність і може використовуватися для дрібносерійного виробництва.
3. Холоднотягнуті вироби мають високу точність і хорошу якість поверхні.
4. Поперечна площа сталевої труби складніша.
5.Сталева труба має чудову продуктивність і щільний метал. Метод перевірки може використовувати мильну воду для протирання з’єднань печі відпалу, щоб перевірити, чи немає витоку повітря; Серед них місце, звідки найбільша ймовірність виходу газу, — це місце, де піч відпалу входить і виходить з труби. Ущільнювальне кільце в цьому місці особливо легко носити, тому його потрібно часто перевіряти та замінювати. Запропоновано технологічну схему попередньої обробки прецизійної сталевої труби перед холодним гнуттям; Досліджено та проаналізовано вплив нормалізаційної температури, часу витримки та режиму охолодження на мікроструктуру та механічні властивості живильної труби; Визначено звичайний процес нормалізації прецизійної сталевої труби: температура нагріву (890 ± 10) ℃ і охолодження розсіяним повітрям після витримки протягом 6 хв. Звичайний процес нормалізації може повністю усунути структуру widmanstatten прецизійної сталевої труби, зробити відповідність межі плинності та міцності на розтяг більш розумним, а також покращити відношення межі плинності σ S/b σ ≤ 0,78, подовження 5 δ ≥ 30%, значно покращити продуктивність холодного формування та запобігання розтріскування при холодному вигині. Коефіцієнт розширення може бути виражений в об'ємі або довжині, зазвичай в довжині. Густина Густина речовини - це маса одиниці об'єму речовини в кг/м3 або 1Б/дюйм3. Залишкова розтягуюча напруга в основному виникає від залишкової розтягуючої напруги, яку створює обладнання під час зварювання.
В даний час відпал після охолодження зварювання широко використовується в техніці для усунення залишкових напружень, а охолодження після зварювання є важливим процесом формування залишкових напружень. Цей метод не тільки витрачає енергію, але й легко створює велике залишкове напруження зварювання. Термообробка після зварювання – це нова технологія для усунення залишкових напруг. Прецизійну сталеву трубу слід попередньо нагріти до температури після термічної обробки перед зварюванням, а зварний з’єднання необхідно безперервно нагрівати для підтримки цієї температури під час зварювання. Після зварювання його потрібно утеплити ізоляційною ватою, щоб повільно охолоджуватися. Загартування може підвищити міцність і твердість сталевої труби, але зменшити її пластичність. Гасителі, які зазвичай використовуються для гасіння, включають воду, олію, лужну воду та розчин солі. Загартування прецизійної сталевої труби повторно нагріває загартовану прецизійну сталеву трубу до певної температури, а потім охолоджує її певним методом, який називається відпуском. Мета полягає в тому, щоб усунути внутрішнє напруження, що виникає при загартуванні, зменшити твердість і крихкість і отримати очікувані механічні властивості. Загартування поділяється на високотемпературний відпуск, середньотемпературний відпуск і низькотемпературний відпуск. Загартування часто використовується в поєднанні з загартуванням і нормалізацією. Обробка загартування та відпуску Метод термічної обробки високотемпературного відпуску після загартування називається обробкою загартування та відпуску.